生产排产最怕什么?不是插单,而是这3件事
当前位置:点晴教程→知识管理交流
→『 企业管理交流 』
很多工厂一聊生产排产,第一句话基本都是同一句: “最近排产太乱了,插单太多了。” 听多了会有一种错觉,好像只要把插单管住,生产就能立刻恢复秩序。但你真去车间走一圈会发现一个反常识的现象:
所以问题根本不在插单本身,而在另外一件更底层的事情上——排产系统本身是不是稳的。 插单只是外部扰动,真正让系统崩掉的,是内部这3个结构性问题。 先说清楚:为什么大家都误以为是插单的问题 插单看起来很显眼:
这种事情发生的时候,生产部门最容易形成一个结论:计划被打乱了。 但问题在于,如果你的排产系统是稳定的,插单其实只是三种处理方式:
不会出现全盘推翻。 真正的问题是你每插一单,系统都必须重做一次排产,那说明什么? 说明你原来的计划,本来就不是一个可运行系统,而只是一个静态表格。 问题一:计划不准(输入数据本身就是错的) 排产这件事,很多人理解错了,以为是在“算”,其实不是,排产本质是: 用数据做约束优化。 但问题来了,如果你的数据本身就是错的,那你算得再精细也是白搭,现场最常见的几个问题: 1)BOM不准:版本混乱 一个产品:
结果就是计划说需要A物料、现场用的是A’、仓库发的是A”,最后全乱。 2)工艺路线不清:标准工时靠拍脑袋 很多企业的工时是这样来的:“差不多就2小时吧。”但实际可能是:
计划一旦基于平均拍脑袋值,排出来的结果必然偏差巨大。 3)库存数据不可信 这个是最致命的—— 系统有库存、仓库说没货、现场说找不到,实际是呆滞料/错放料,结果计划永远在假库存上运行。 是所以你会发现一个本质问题——计划不是不够细,是输入本身就不可信。 这时候再高级的排产算法都没意义。 问题二:产能是黑箱,不是模型 很多工厂说自己有产能,但其实只有一句话: “我们一条线一天能做1000件。” 但这个1000件是怎么来的?基本是经验值,真正的产能应该拆成:
但现实是这些全部没有建模。 1)计划用的是理论满产 排产系统默认:
现实是设备要维护、生产要换线、人会疲劳、设备会坏,所以天然就偏差。 2)没有瓶颈意识 很多排产系统是平均分配的:
但真实生产是产线永远有一个瓶颈工序,只要瓶颈没解决,其他全部是“假效率”,结果就是:
一句话总结:没有产能模型的排产,本质是凭感觉分工。 问题三:执行反馈断层(计划和现场不是一个世界) 这是最容易被忽略,但杀伤力最大的一点,很多工厂流程是这样的: 计划排好 下发工单 现场开始做 然后……就没有然后了 1)报工滞后 很多工厂报工是一天一次,甚至两天一次,有的还是纸质回填,结果就是: 计划永远看到的是过去的生产。 2)WIP(在制品)不可视 你问:
回答永远是“我去问一下。” 3)异常无法实时回流 设备坏了、缺料了、换线了:
结果计划系统在假正常状态下运行。 本质问题只有一个——没有闭环,只有单向下发。 计划不是在控制生产,而是在幻想生产。 如果用一句话总结——插单是扰动,这3件事是系统稳定性。你可以这么理解:
任何一个问题,都足以让系统崩,更关键的是这三个问题是叠加的
形成恶性循环。
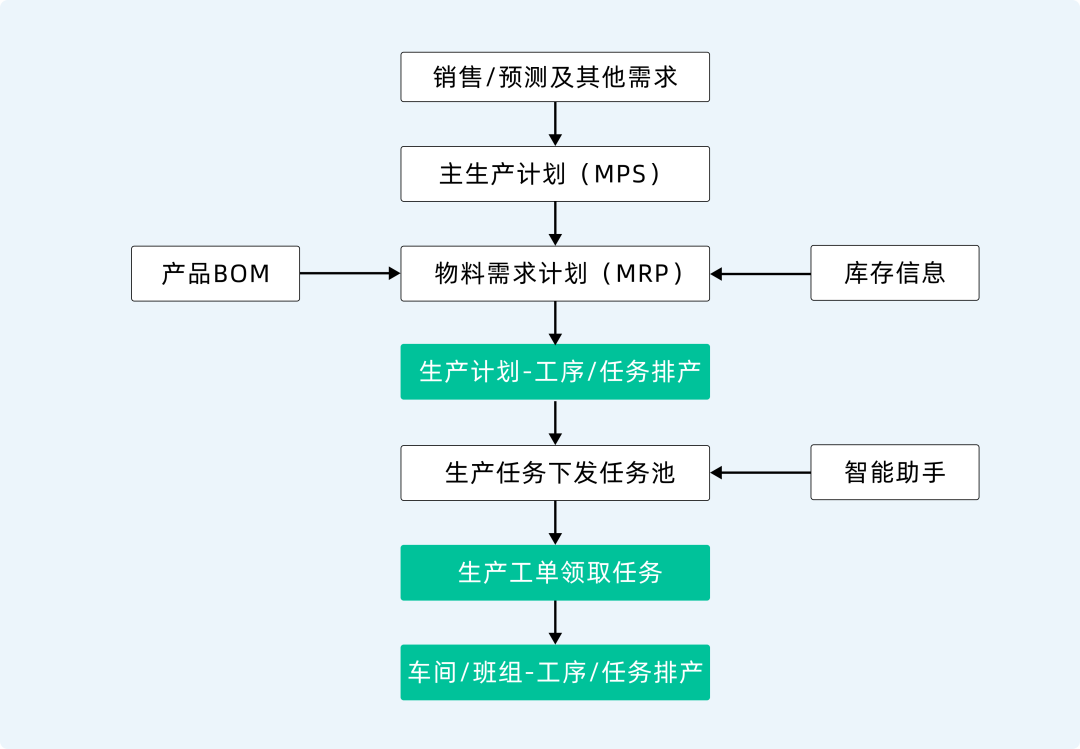
怎么解?不是优化排产,而是重建三层结构 很多人一听这个问题,第一反应是: “是不是要上APS?要不要换系统?” 但其实顺序完全错了,正确路径是三层重建: 第一层:数据底座统一(先让数据变可信) 核心目标不是数据多,而是只有一个版本的真相。要做三件事:
做到一句话:计划用的数据,必须和现场用的数据是同一套。 第二层:产能模型化(从经验变成约束) 把拍脑袋产能变成结构化模型:
核心目标:排产不是排满,而是排得动。 第三层:执行闭环(让系统实时反馈) 这一层决定系统能不能活:
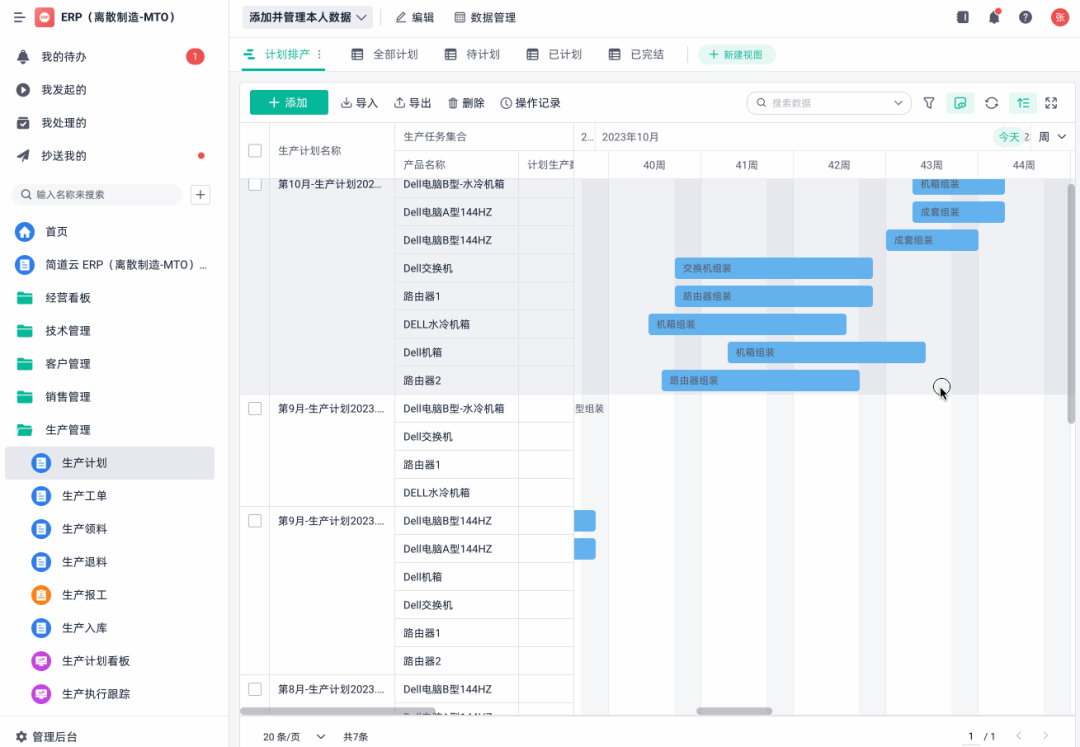
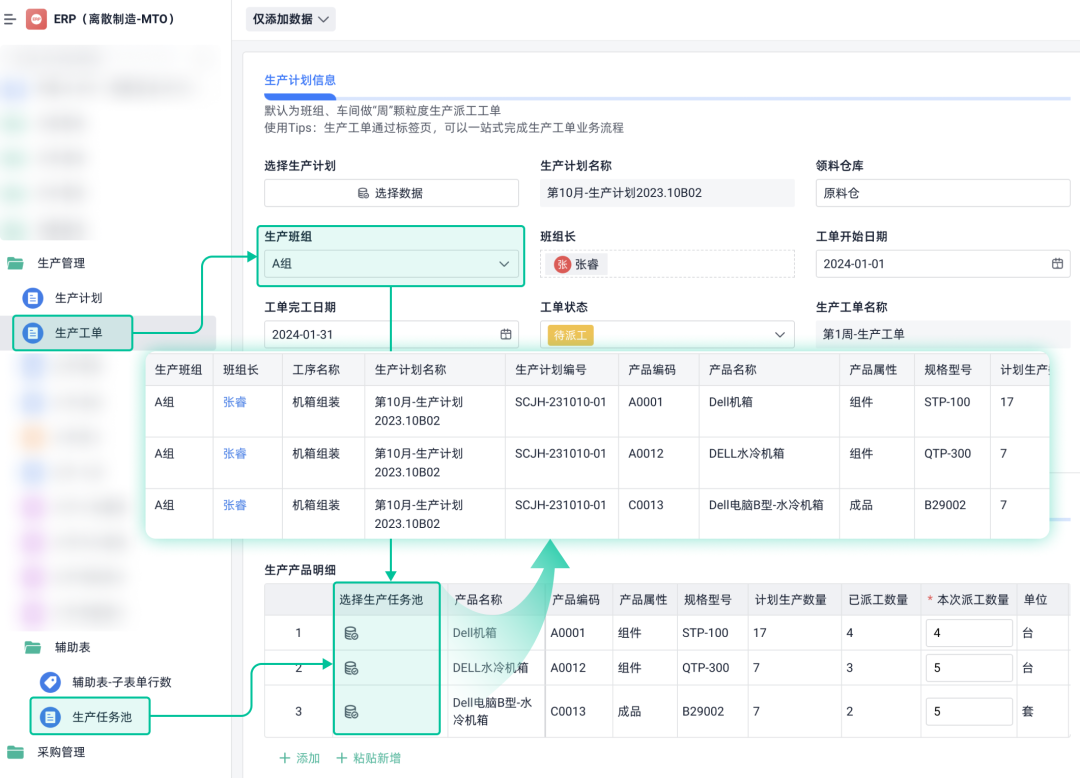
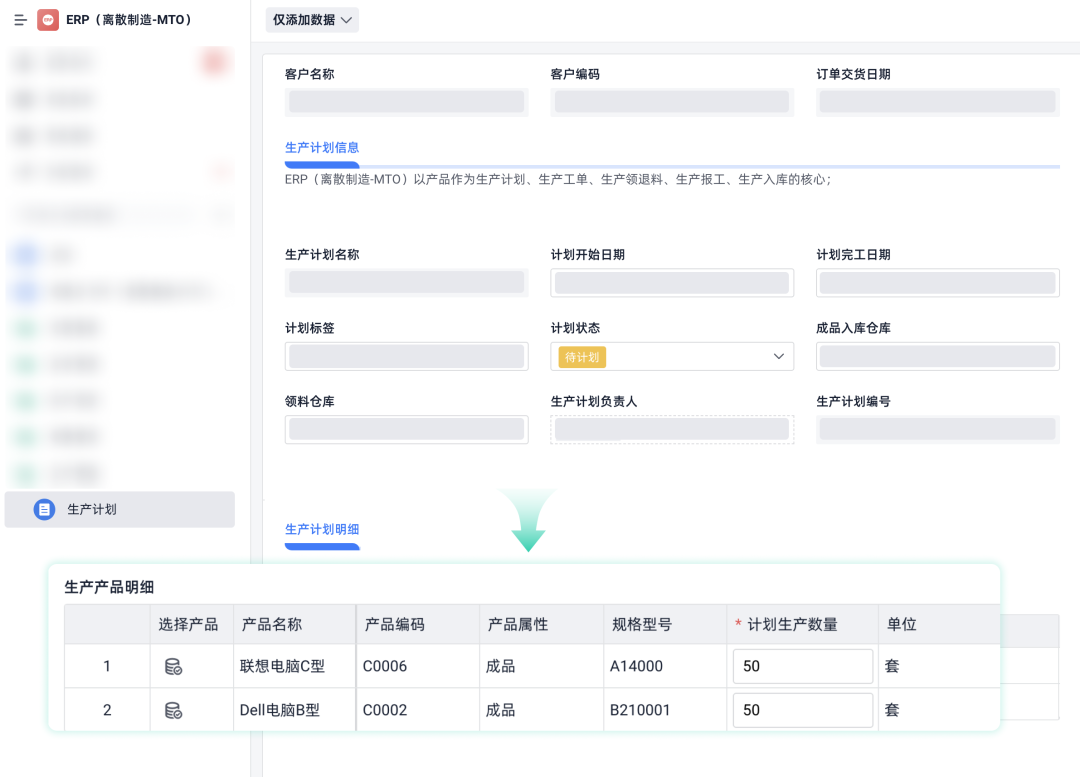
核心目标:计划从日级变成分钟级。 六、系统怎么落地 很多企业卡在这里——“我们知道要做闭环,但系统太重,改不动。” 这时候低代码工具的价值才真正体现出来,比如 ERP系统 这一类平台,它解决的不是“算法”,而是三件更基础的事: 1)把生产数据结构化 不用再靠Excel散表:
全部变成统一数据模型。 2)把流程变成可配置 比如:订单 → 校验库存 → 产能判断 → 自动拆单 → 派工 不用重新开发系统。 3)把现场执行在线化
本质不是换ERP,而是把排产从静态计划变成动态系统。 最后总结一句话 很多工厂一直在优化排产,但方向其实搞反了。 排产问题的本质,从来不是“算得不够准”,而是“系统没有闭环”。 真正决定一家工厂排产能力上限的,不是算法,而是三件事:
插单只是表面问题,这三件事,才是排产系统真正的“地基”。 ——The End—— 阅读原文:点击这里 该文章在 2026/7/18 23:38:40 编辑过 |
关键字查询
相关文章
正在查询... 



|


 400 186 1886
400 186 1886